

如何使用可变抽样计划建立工艺验证的样本量
通过马克Durivage,质量体系合规有限责任公司
本系列的第一篇文章,建立工艺验证样本量的基于风险的方法(2016年6月), 提供并建立了风险与样本量之间的关系。本文将演示使用可变抽样计划来建立工艺验证的样本量。
提供并建立了风险与样本量之间的关系。本文将演示使用可变抽样计划来建立工艺验证的样本量。
变量抽样于1957年6月正式引入MIL-STD-414不合格率变量检验抽样程序和表。该标准于1999年2月正式取消,并由ANSI/ASQ Z1.9不合格率变量检验抽样程序和表.
我想建议,只要有可能,就应该使用可变抽样计划,原因有二。首先,变量数据将产生比使用属性数据的可比样本更多的信息。其次,随着样品的减少,相关的检查、测量和测试成本可以大大降低。
还应该注意的是,一个简单的随机样本意味着一个群体的无偏倚代表。如果一个简单的随机样本最终不能准确地反映它应该代表的总体,那么抽样误差就会发生。换句话说,要检查、测量或测试的每件产品都必须有相同的被选中的机会,并具有批或批的代表性。
在开始之前,我们必须建立风险的定义及其可接受的质量极限(AQL),即95%的情况下可接受的质量水平。这些定义可以而且应该根据组织的需要而变化。确定风险级别的一个好方法是失效模式和影响分析(FMEA)。FMEA(设计、过程、用户)是一组系统的活动,旨在识别、记录和评估产品或过程的潜在故障及其影响。FMEA使用风险优先级编号(RPN),由频率、检测和严重程度组成。RPN越高,风险越高;然而,高严重性与低发生概率和高发现概率相结合,可能仍然需要对高风险进行适当的控制。表1描述了一个具有相关风险级别的FMEA示例。一旦确定了风险级别(低、中、高),就可以使用表3选择适当的AQL。图1描述了FMEA、风险和AQL之间的联系。
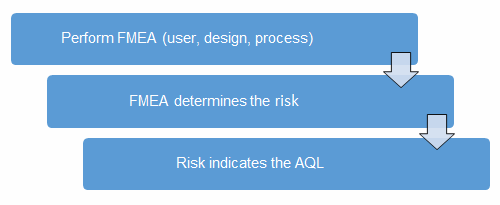
图1:确定适当AQL的风险过程
表1:FMEA例子

表2显示了伴随缺陷分类的风险级别定义的示例。这些定义可以并将根据所生产的产品及其预期和非预期用途而有所不同。
表2:风险级别定义示例
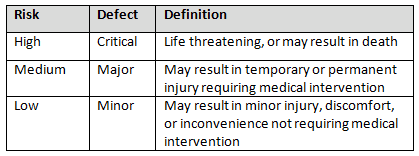
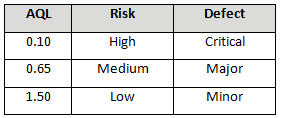
表3描述了基于风险的aql示例。不同的aql可以并且应该基于组织的风险接受度确定阈值、行业实践、指导文档和法规要求来使用。使用此方法时需要注意:用于验证活动的批次大小应与预期生产的批次大小一致。
表3:基于风险接受的AQL示例
可变抽样计划
当使用可变抽样方案时,有一个假设和期望,即数据是正态分布的。有许多方法可以确定数据是否正态分布,包括计算机程序和电子表格。然而,对于小样本(15个或更少),正态概率图可以用来评估正态性。
当使用一个变量时,可以构造正态概率图来寻找线性,从而提供了一种可视化的方法来确定分布是否近似正态。如果分布接近正态分布,则绘制的点将靠近一条直线。正态概率图的构造如下:
- 从最小到最大排列数据。
- 确定每个数据值的百分比。
- 根据这些百分位数,进行常规计算以确定其相应的z分数。
- 将每个z分数与相应的数据值绘制出来。
- 对数据点的正常概率图进行图形化检查,以验证它们是否通常落在最佳拟合线上——有时被称为“铅笔”测试。如果数据不是正态分布,最好使用另一种方法。
(关于如何创建和分析正态概率图的示例,请参阅第4章实用工程,过程和可靠性统计,ASQ质量出版社,2014。)
可变抽样方案可用于单边或双边规格,这取决于规格要求的最小值或最大值或有允许的范围。然而,使用单边变量抽样计划通常是最佳实践——这种方法将提供一种更保守的方法,因为风险被放在一边而不是被分割。如果规格是双边的,使用最接近样本均值的规格,这是从初始样本计算的。使用片面就像计算过程能力指数(Cpk).
单面规格示例
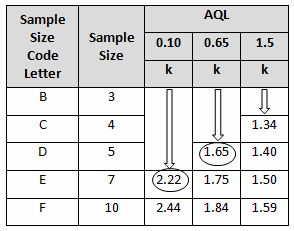
根据表1中的FMEA,袋封操作被认为是高风险的。如表3所示,高风险要求AQL为0.10。指定的批数是25。从表4中可以看出,当大量大小为25时,样本字母代码的高风险级别为E。使用表5,AQL为0.10,样本字母代码为E,需要七个样本,使用临界k值为2.22。
表四:样本数量编号字母(表a -部分)
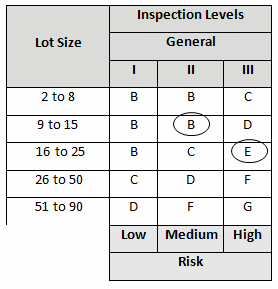
表5:基于变异性未知的计划正态检验和强化检验标准偏差法总表(单规格极限-表格1)(表b - 1部分)
七个样本被发现呈正态分布,平均值为3.3磅。和(0.29)袋封工艺规范要求最小拉力为2.5磅。
注:至少需要三个合格批次才能声明验证符合验收标准并因此通过。
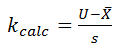
对于单面鞋面规格:
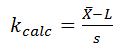
对于单面低规格:
地点:
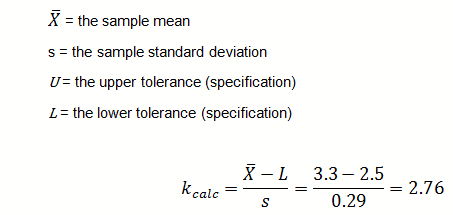
计算的k值为2.76。
由于计算出的k值(2.76)大于k临界值(2.22),因此第一批批次通过。
双面规格举例
双面规范很像计算过程能力,或Cpk.从高规格中减去工艺平均值,从低规格中减去工艺平均值。
根据表1中的FMEA,充填作业被认为是中等风险。如表3所示,中等风险要求AQL为0.65。指定的批数是15。从表4中,一个中等风险水平,大量数量为15,样本字母代码的收益率为B。使用表5,AQL为0.65,样本字母代码为B,需要五个样本,使用临界k值为1.65。
5个样本均呈正态分布,均值为996 g, σ为4.3。灌装工艺规格为1000g±10g。
注:至少需要三个合格批次才能声明验证符合验收标准并因此通过。
对于上面的规格:

由于计算出的k值(3.3)大于k临界值(1.65),第一批产品的上方规格已经通过。
对于低规格:
由于计算出的k值(1.4)小于k临界值(1.65),第一批货的下侧规格不合格。
该过程已经不能满足预定义的验证标准。要尝试的第一件事是将过程居中并重复验证。
为您的流程选择正确的技术
我更喜欢使用单面方法,即使是双面规格,以解释偏离中心的过程(与Cpk).记住,所使用的标准应基于风险,并应记录在案和程序化。当验证失败时,有三个不同的选项可用:
- 把过程集中起来
- 减少变异
- 改变规格(公差)
我想强调的是,不同的aql和风险级别应该根据组织的风险接受度确定阈值、行业实践、指导文件和监管要求来使用。还要认识到AQL越小,必须执行的检查、测量和测试就越多。相反,AQL越大,所需的检查、测量和测试就越少。
本系列文章介绍了几种不同的建立工艺验证样本量的方法。本系列以前的文章包括:
- 建立工艺验证样本量的基于风险的方法
- 如何使用成功运行定理建立过程验证的样本量
- 如何使用基于可靠性的寿命试验抽样进行工艺验证
- 如何使用C=0抽样计划建立工艺验证的样本量
- 如何使用统计公差区间建立工艺验证的样本量
引用:
- ANSI / ASQ z1.9 - 2008:不合格率变量检验抽样程序和表。
- Durivage,硕士,实用工程,过程和可靠性统计, ASQ质量出版社,密尔沃基,2014年。
- Durivage,硕士和Mehta B。实际工艺验证, ASQ质量出版社,密尔沃基,2016年。
- Durivage,硕士,建立工艺验证样本量的基于风险的方法,生命科学连接,2016。
作者简介
 Mark Allen Durivage是质量体系合规有限责任公司的管理首席顾问,也是多本质量相关书籍的作者。他拥有锡耶纳高地大学计算机辅助加工学士学位和东密歇根大学质量管理硕士学位。Durivage是ASQ研究员,拥有多项ASQ认证,包括CQM/OE, CRE, CQE, CQA, CHA, CBA, CPGP和CSSBB。他也是认证组织库专家(CTBS),并持有全球监管事务认证(RAC)。Durivage住在密歇根州的兰伯特维尔。请随时给他发电子邮件mark.durivage@qscompliance.com有任何问题或意见,或与他联系LinkedIn.
Mark Allen Durivage是质量体系合规有限责任公司的管理首席顾问,也是多本质量相关书籍的作者。他拥有锡耶纳高地大学计算机辅助加工学士学位和东密歇根大学质量管理硕士学位。Durivage是ASQ研究员,拥有多项ASQ认证,包括CQM/OE, CRE, CQE, CQA, CHA, CBA, CPGP和CSSBB。他也是认证组织库专家(CTBS),并持有全球监管事务认证(RAC)。Durivage住在密歇根州的兰伯特维尔。请随时给他发电子邮件mark.durivage@qscompliance.com有任何问题或意见,或与他联系LinkedIn.